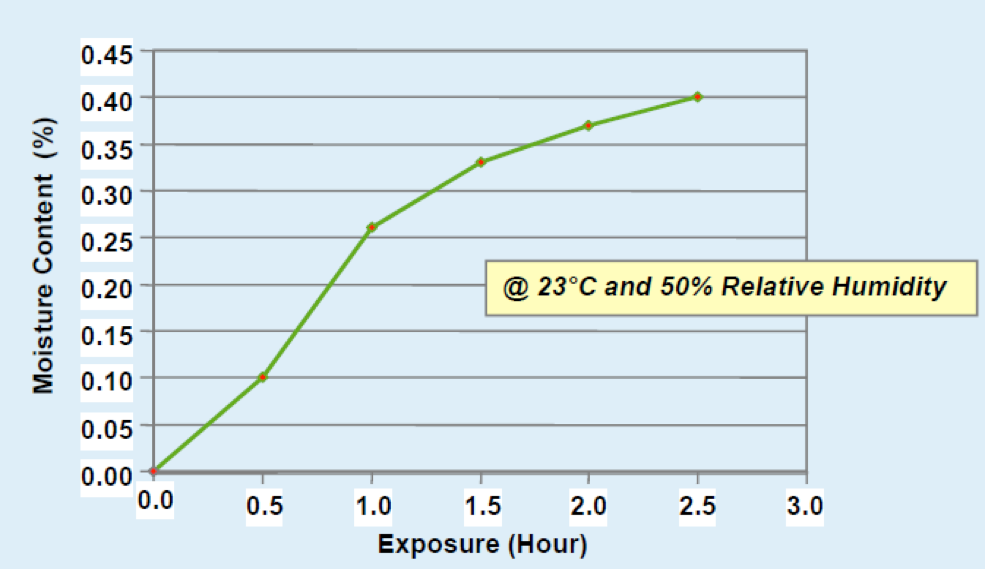
Elastollan® TPU is sensitive to moisture and can absorb excessive moisture in 20 minutes in warm/humid conditions. I strongly recommend that every production floor should have a simple hydrometer and temperature gage near its production press. This will remind processing technicians of the critical residence time that Elastollan® TPU spends between the outlet of the desiccant dryer and the feed throat of the extruder. At a standard room temperature of 73°F and 50% relative humidity Elastollan® TPU can absorb excessive moisture for processing in 20 minutes, which will affect mechanical properties (see results for abrasion testing). Conveying Elastollan® TPU to a properly sized extruder hopper with dry desiccant air is always preferred over production floor ambient air.
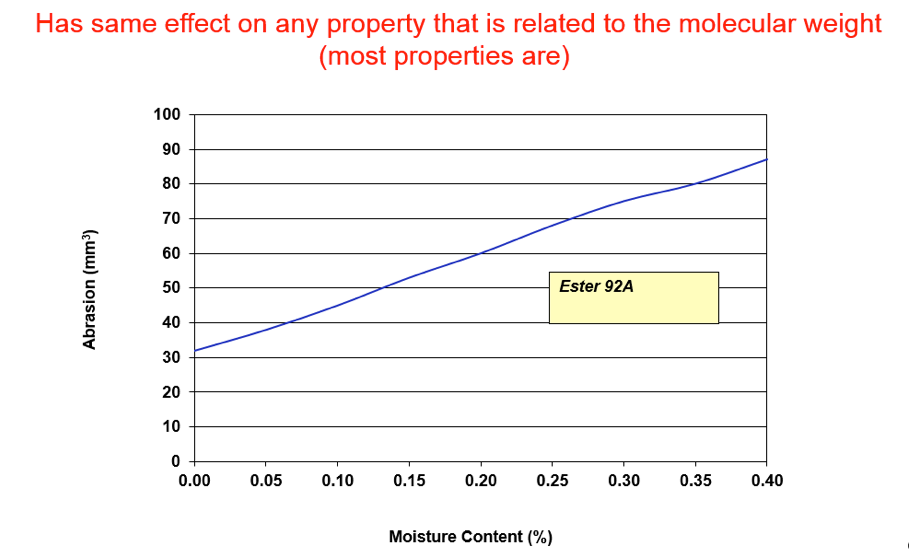
Moisture affects the ensuing bulk properties dramatically.